
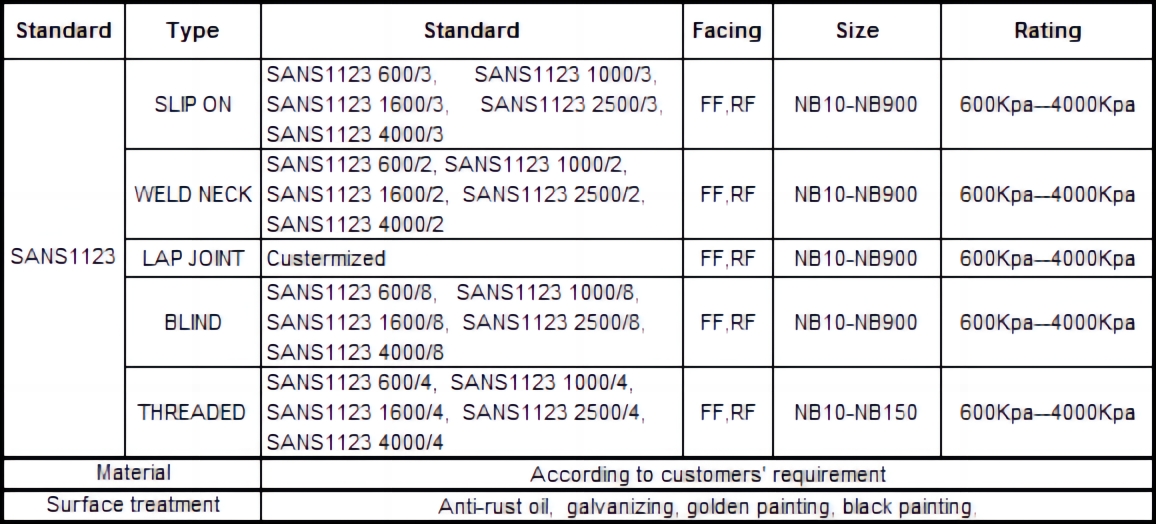
د SANS 1123 معیار لاندې ، په فلینګونو کې د سلیپ ډیری ډولونه شتون لري ، د غاړې د ویلډینګ فلانګونه ،د لاس ګډ flanges,ړانده flangesاوتار شوي flanges.
د اندازې معیارونو له مخې، SANS 1123 د عام امریکایی، جاپاني او اروپایي معیارونو څخه توپیر لري. د کلاس، PN او K پرځای، SANS 1123 یو ځانګړی نمایش غوره کوي: د بیلګې په توګه، د گردن فلیټ ویلډینګ فلانج 600/3، 1000/3، 1600/3، 250/3، 4000/3، د گردن بټ ویلډینګ فلانج دی. مختلف، 600/2، 1000/2، 1600/2، 250/2، 4000/2، ړانده فلانج 600/8، 1000/8، 1600/8، 2500/8، 4000/8، تار شوی فلانج 600/8 دی 4، 1000/4، 1600/4، 2500/4، 4000/4، لوز فلانج د اندازې تنظیم کیدی شي.
د SANS 1123 فلانج د PN سره په نښه شوي اروپایی فلانج ته نږدې دی، او د فشار درجه یې د 250 kPa څخه تر 4000 kPa پورې ده، کوم چې د PN سره نښه شوي د فشار درجه بندي ته بدلیږي، یعنې PN 2.5 ته PN 40، مګر د تطبیق وړ تودوخه - 10 ℃ تر 200 ℃، او د تطبیق وړ تودوخې سلسله کوچنۍ ده. د تایید وروسته، دا وموندل شوه چې د BS EN 1092-1 flange سره پرتله کول، د ورته نومول شوي اندازې او ورته فشار طبقې لاندې، که څه هم د SANS 1123 فلانج ځینې لوی نومول شوي اندازې فلانګونه پتلي دي، د فلانج بهرنی قطر، د بولټ سوراخ مرکز د حلقې قطر، د فاسټینر سیټونه او د تار مشخصات، کوم چې دا معلومه کوي چې آیا دوه فلینجونه د فاسټینرونو لخوا ټاکل کیدی شي، اساسا د ورته فلینج پیوستون اندازه دي، نو له همدې امله، SANS 1123 فلانج اساسا پدې پروژه کې د مختلف پایپ موادو درجې اړتیاوې پوره کوي.
ځکه چې د سویلي افریقا د فولادو پایپونو تولید ټیکنالوژي کچه عموما په اروپا او متحده ایالاتو کې د پرمختللو هیوادونو څخه وروسته ده، د سویلي افریقا د فولادو پایپونو تخنیکي شاخصونه د سویلي افریقا معیارونو سره سم تولید شوي او د فشار برداشت کولو ظرفیت محدود دی، د سویلي افریقا فولاد د دې پروژې پایپ معیاري یوازې د کاربن فولاد پایپونو لپاره د ټیټ حرارت او ټیټ فشار سره کارول کیږي ، او د کاربن فولاد پایپونه د ډیزاین فشار سره > 2.5 MPa یا ډیزاین تودوخه > 100 ℃ او ټول سټینلیس سټیل پایپونه د امریکایی معیارونو سره موافق دي. د سویلي افریقا د فولادو پایپ معیارونو او امریکایی فولادو پایپ معیارونو کې د فولادو پایپ موادو کیمیاوي جوړښت او ځواک شاخص ځانګړي توپیرونه لري ، او ځینې فولادې پایپونه مختلف بهرني قطر لري (د جدول 1 وګورئ ، لکه DN65). که څه هم د ویلډ په دواړو سرونو کې د فولادو پایپ اساس موادو جوړښت کې د توپیر ستونزه د ویلډینګ راډونو انتخاب او د ویلډینګ پروسې ښه کولو له لارې حل کیدی شي ، او د ویلډ په بهرني قطر کې د توپیر ستونزه. د بټ ویلډ په دواړو سرونو کې د فولادو پایپ د سټیج شوي ټرمینګ له لارې حل کیدی شي ، دا بې له شکه د پایپ لاین جوړولو کې لوی ستونزې رامینځته کوي او د ساختمان کیفیت تضمین لپاره مناسب ندي. د سیل کولو اتصال د فلانج ، ګازکیټ او فاسټینر همکارۍ له لارې احساس کیدی شي. ګازکیټ په دواړو سرونو کې فلینګونه جلا کوي، او فاسټینر په دواړو سرونو کې د فلینګونو ورته موادو ته اړتیا نلري. له همدې امله، په دواړو سرونو کې د فولادو پایپونو د موادو جوړښت او بهرنی قطر ترمنځ توپیر حل کیدی شي. په هرصورت ، د مختلف معیارونو سره د فولادو پایپونو اړیکه معمولا په هغه ځای کې پیښیږي چیرې چې د پایپ موادو درجه بدلیږي. دا ډول جوړونه ډیری نه دي، او د فلجونو کارول به د پروژې لپاره ډیر لګښت ونه کړي.
د پوسټ وخت: مارچ-02-2023



